
厚板
主に厚さ6mm 以上の鋼板を指します。ステンレス鋼の厚板はほとんどが熱間圧延品です。
取扱い材質例
| 区分 | 材質 |
| ⼀般構造⽤圧延鋼材 | SS400 |
| 溶接構造⽤圧延鋼材 | SM400、SM490、SM490Y、SM520、SM570 |
| 建築構造⽤圧延鋼材 | SN400、SN490 |
| 溶接構造⽤耐候性熱間圧延鋼材 | SMA400、SMA490 |
| ボイラ及び圧⼒容器⽤炭素鋼鋼材 | SB410、SB450、SB480 |
| 機械構造⽤炭素鋼鋼材 | S10C〜S58C |
| クロムモリブデン鋼鋼板 | SCM440 |
厚板の切断方法
| 切断方法 | 詳細 |
| ガス溶断 | ⾦属と酸素ガスの反応熱を利⽤して素材を溶断する加⼯⽅法のことです。⼀般的にアセチレンを余熱ガスとして燃焼を⾏い、ガスバーナーから予熱炎を噴射して、発⽕温度まで加熱し上昇させます。そして酸素を吹き付け燃焼・溶融させて、酸素の切断気流によりスラグを吹き⾶ばして切断を⾏う⽅法です。ガス溶断は鋼板の切断において幅広く使⽤されており、レーザー切断やプラズマ切断と⽐較すると、ガス溶断は板厚が厚いものほど得意です。そのため、様々な切断⽅法の中でも厚板に最適な加⼯⽅法と⾔えます。 |
| プラズマ切断 | ⾮常に⾼温なプラズマアークを材料に照射することにより切断する加⼯⽅法のことです。この照射部分は数万℃に達するため、⾦属を容易に融解することが可能です。ガス溶断では難しいステンレス鋼やアルミニウム合⾦などを含め、通電する⾦属であれば⼤半が切断可能です。ガス溶断と⽐較すると、切断速度が速いため⼊熱が少なく、歪みが少ないこともプラズマ切断の特徴の⼀つです。プラズマ切断はガス溶断とレーザー切断の間の板厚レンジに最適な加⼯⽅法です。 |
| レーザー切断 | レーザー発振器から出⼒されたレーザー光を集光し、対象物を溶解させることで切断を⾏います。さらにアシストガスを使いながら切断を⾏うことで、⾼品質な仕上がりを実現します。レーザー切断は対象が薄いほど⾼速切断が可能で、精度も上がります。 |

厚板
一般構造用圧延鋼材(JIS G 3101)
橋、船舶、車輛、その他の構造物に用いる一般構造用の熱間圧延鋼板について規定
| 種類の記号 | 化学成分% | 引張試験 | ||||||||||
| 降伏点又は耐力 N/mm2 | 引張 強さ N/mm2 | 伸び | ||||||||||
| C | Mn | P | S | 厚さ mm | 厚さ mm | % | ||||||
| t≦16 | 16<t≦40 | 40<t≦100 | 100<t | |||||||||
| SS400 | ー | ー | ≦0.050 | ≦0.050 | 245≦ | 235≦ | 215≦ | 205≦ | 400-510 | 5<t≦16 16<t≦50 40<t | 17≦ 21≦ 23≦ | 1A号 1A号 4号 |
溶接構造用圧延鋼材(JIS G 3106)
橋、船舶、車輌、その他の構造物に用いる特に溶接性の優れた熱間圧延鋼板について規定
| 種類の 記号 | 厚さ mm | 化学成分 % | 引張試験 | ||||||
| C | Si | Mn | P | S | 降伏点又は耐力 N/mm2 | ||||
| 厚さ mm | |||||||||
| t≦16 | 16<t≦40 | 40<t | |||||||
| SM400A | t≦50 | ≦0.23 | ー | 2.5XC≦ | ≦0.035 | ≦0.035 | 245≦ | 235≦ | 215≦ |
| 50<t≦100 | ≦0.25 | ||||||||
| SM400B | t≦50 | ≦0.20 | ≦0.35 | 0.60-1.50 | |||||
| 50<t≦60 | ≦0.22 | ||||||||
| SM400C | t≦50 | ≦0.18 | ≦0.35 | 0.60-1.50 | |||||
| SM490A | t≦50 | ≦0.20 | ≦0.55 | ≦1.65 | ≦0.035 | ≦0.035 | 325≦ | 315≦ | 295≦ |
| 50<t≦60 | ≦0.22 | ||||||||
| SM490B | t≦50 | ≦0.18 | ≦0.55 | ≦1.65 | |||||
| 50<t≦60 | ≦0.20 | ||||||||
| SM490C | t≦60 | ≦0.18 | ≦0.55 | ≦1.65 | |||||
| SM490YA | t≦50 | ≦0.20 | ≦0.55 | ≦1.65 | ≦0.035 | ≦0.035 | 365≦ | 355≦ | 335≦ |
| SM490YB | |||||||||
| SM520B | t≦50 | ≦0.20 | ≦0.55 | ≦1.65 | ≦0.035 | ≦0.035 | 365≦ | 355≦ | 335≦ |
| SM520C | |||||||||
| SM570 | t≦40 | ≦0.18 | ≦0.55 | ≦1.70 | ≦0.035 | ≦0.035 | 460≦ | 450≦ | ー |
| 種類の 記号 | 引張試験 | 衝撃試験 | |||||
N/mm2 | 伸び | ℃ | エネルギーJ | 試験片 | |||
| 厚さ mm | % | ||||||
| SM400A | 400-510 | 5<t≦16 16<t≦50 40<t | 18≦ 22≦ 24≦ | 1A号 1A号 4号 | ー | ー | ー |
| SM400B | 0 | 27≦ | |||||
| SM400C | 0 | 47≦ | |||||
| SM490A | 490-610 | 5<t≦16 16<t≦50 40<t | 17≦ 21≦ 23≦ | 1A号 1A号 4号 | ー | ー | ー |
| SM490B | 0 | 27≦ | Vノッチ圧延方向 | ||||
| SM490C | 0 | 47≦ | |||||
| SM490YA | 490-610 | 5<t≦16 16<t≦50 40<t | 15≦ 19≦ 21≦ | 1A号 1A号 4号 | ー | ー | ー |
| SM490YB | 0 | 27≦ | Vノッチ圧延方向 | ||||
| SM520B | 5<t≦16 16<t≦50 40<t | 15≦ 19≦ 21≦ | 1A号 1A号 4号 | 0 | 27≦ | Vノッチ圧延方向 | |
| SM520C | 0 | 47≦ | |||||
| SM570 | 570-720 | t≦16 16<t 20<t | 19≦ 26≦ 20≦ | 5号 5号 4号 | -5 | 47≦ | Vノッチ圧延方向 |
建築構造用圧延鋼材(JIS G 3136)
建築構造物に用いる熱間圧延鋼板について規定
| 種類の 記号 | 厚さ mm | 化学成分 % | |||||||
| C | Si | Mn | P | S | Ceq | Pcm | |||
| 厚さ mm | |||||||||
| t≦40 | 40<t | ||||||||
| SN400A | 6≦t≦50 | ≦0.24 | ー | ー | ≦0.050 | ≦0.050 | ー | ー | ー |
| SN400B | 6≦t≦50 | ≦0.20 | ≦0.35 | 0.60-1.50 | ≦0.030 | ≦0.015 | ≦0.36 | ≦0.36 | ≦0.26 |
| SN400C | 16≦t≦50 | ≦0.020 | ≦0.008 | ||||||
| SN490B | 6≦t≦50 50<t≦60 | ≦0.18 ≦0.20 | ≦0.55 | ≦1.65 | ≦0.030 | ≦0.015 | ≦0.44 | ≦0.46 | ≦0.29 |
| SN490C | 16≦t≦50 | ≦0.18 | ≦0.020 | ≦0.008 | |||||
| 種類の 記号 | 引張試験 | |||||||
| 降伏点又は耐力 | 降伏比 | 伸び | ||||||
| 厚さmm | N/mm2 | N/mm2 | 厚さmm | % | 厚さ | % | ||
| SN400A | t≦40 40<t | 235≦ 215≦ | 400-510 | ー | ー | t≦16 16<t≦50 40<t | 17≦ 21≦ 23≦ | 1A号 1A号 4号 |
| SN400B | t<12 12≦t≦40 40<t | 235≦ 235-355 215-335 | 400-510 | t<12 12≦t | ー ≦80 | t≦16 16<t≦50 40<t | 18≦ 22≦ 24≦ | 1A号 1A号 4号 |
| SN400C | ||||||||
| SN490B | t<12 12≦t≦40 40<t | 325≦ 295-415 | 490-610 | t<12 12≦t | ー ≦80 | t≦16 16<t≦50 40<t | 17≦ 21≦ 23≦ | 1A号 1A号 4号 |
| SN490C | ||||||||
| 種類の 記号 | 衝撃試験 | 厚さ方向特性 | 超音波探傷試験 | ||||||
| 厚さ mm | 試験 温度℃ | シャルピー 吸収 | 試験片 | 厚さ mm | 絞り % | 厚さmm | 適用 | 判定 | |
| SN400A | ー | ー | ー | ー | ー | ー | ー | ー | ー |
| SN400B | 12<t | 0 | 27≦ | Vノッチ 圧延方向 | ー | ー | 13≦t | ||
| SN400C | 16≦t | 25≦ | 16≦t | JIS G 0901 | |||||
| SN490B | 12<t | 0 | 27≦ | Vノッチ 圧延方向 | ー | ー | 13≦t | (JIS G 0901) | JIS G 0901等級Y |
| SN490C | 16≦t | 25≦ | 16≦t | JIS G 0901 | |||||
※炭素当量% Ceq=C+Si/24+Mn/6+Ni/40+Cr/5+Mo/4+V/14
※溶接割れ感受性組成% Pcm=C+Si/30+Mn/20+Cu/20+Ni/60+Cr/20+Mo/15+V/10+5B
溶接構造用耐候性熱間圧延鋼材(JIS G 3114)
橋、建築、その他の構造物に用いる溶接性を考慮した耐候性熱間圧延鋼板について規定
| 種類の 記号 | 化学成分 % | 引張試験 | ||||||||
| C | Si | Mn | P | S | Cu | Cr | Ni | 降伏点又は耐力 N/mm2 | ||
| 厚さ mm | ||||||||||
| t≦16 | 16<t≦32 | |||||||||
| SMA400AP | ≦0.18 | ≦0.55 | ≦1.25 | ≦0.035 | ≦0.035 | 0.20-0.35 | 0.30-0.55 | ー | 245≦ | 235≦ |
| SMA400BP | ||||||||||
| SMA400CP | ||||||||||
| SMA400AW | ≦0.18 | 0.15-0.65 | ≦1.25 | ≦0.035 | ≦0.035 | 0.30-0.50 | 0.45-0.75 | 0.05-0.30 | ||
| SMA400BW | ||||||||||
| SMA400CW | ||||||||||
| SMA490AP | ≦0.18 | ≦0.55 | ≦1.40 | ≦0.035 | ≦0.035 | 0.20-0.35 | 0.30-0.55 | ー | 365≦ | 355≦ |
| SMA490BP | ||||||||||
| SMA490CP | ||||||||||
| SMA490AW | ≦0.18 | 0.15-0.65 | ≦1.40 | ≦0.035 | ≦0.035 | 0.30-0.50 | 0.45-0.75 | 0.05-0.30 | ||
| SMA490BW | ||||||||||
| SMA490CW | ||||||||||
| 種類の記号 | 引張試験 | 衝撃試験 | |||||
| 伸び | 試験 | シャルピー | 試験片 | ||||
| 厚さ mm | % | ||||||
| SMA400AP | 400-540 | t≦16 16<t | 17≦ 21≦ | 1A号 | ー | ー | ー |
| SMA400BP | 0 | 27≦ | Vノッチ |
||||
| SMA400CP | 0 | 47≦ | |||||
| SMA400AW | ー | ー | ー | ||||
| SMA400BW | 0 | 27≦ | Vノッチ 圧延方向 |
||||
| SMA400CW | 0 | 47≦ | |||||
| SMA490AP | 490-610 | t≦16 16<t | 15≦ 19≦ | 1A号 1A号 | ー | ー | ー |
| SMA490BP | 0 | 27≦ | Vノッチ 圧延方向 |
||||
| SMA490CP | 0 | 47≦ | |||||
| SMA490AW | ー | ー | ー | ||||
| SMA490BW | 0 | 27≦ | Vノッチ 圧延方向 |
||||
| SMA490CW | 0 | 47≦ | |||||
※Mo+Nb+Ti+V≦0.15%
※衝撃試験は厚さ12mmを超える鋼板について行い、シャルビー吸収エネルギーは3個の試験片の平均値とする
ボイラ及び圧力容器用炭素鋼鋼材(JIS G 3103)
ボイラ及び圧力容器に用いる炭素鋼の熱間圧延鋼板について規定
| 種類の記号 | 化学成分 % | |||||||||
| C | Si | Mn | P | S | Cu | Ni | Cr | Mo | ||
| 厚さmm | ||||||||||
| SB410 | t≦25 25<t≦50 | ≦0.24 ≦0.27 | 0.15-0.40 | ≦0.90 | ≦0.020 | ≦0.020 | ≦0.40 | ≦0.40 | ≦0.30 | ≦0.12 |
| SB450 | t≦25 25<t≦50 | ≦0.28 ≦0.31 | 0.15-0.40 | ≦0.90 | ≦0.020 | ≦0.020 | ≦0.40 | ≦0.40 | ≦0.30 | ≦0.12 |
| SB480 | t≦25 25<t≦50 | ≦0.31 ≦0.33 | 0.15-0.40 | ≦1.20 | ≦0.020 | ≦0.020 | ≦0.40 | ≦0.40 | ≦0.30 | ≦0.12 |
| 種類の記号 | 化学成分 % | 引っ張り試験 | |||||||
| Nb | V | Ti | B | 降伏点 | 伸び | ||||
| 厚さ mm | % | ||||||||
| SB410 | ≦0.02 | ≦0.03 | ≦0.03 | ≦0.0010 | 225≦ | 410-550 | t≦50 40<t | 21≦ 25≦ | 1A号 10号 |
| SB450 | ≦0.02 | ≦0.03 | ≦0.03 | ≦0.0010 | 245≦ | t≦50 40<t | 19≦ 23≦ | 1A号 10号 |
|
| SB480 | ≦0.02 | ≦0.03 | ≦0.03 | ≦0.0010 | 265≦ | t≦50 40<t | 17≦ 21≦ | 1A号 10号 |
|
※Cの規定値を0.01%低減するごとに、Mnの規定値を0.06%増加しても良い。ただしMnの規定値の上限は1.50%とする
※Cu+Ni+Cr+Mo≦1.00%
※Cr+Mo≦0.32%
機械構造用炭素鋼鋼材(JIS G 4051)
熱間圧延によって作られたもので、通常更に鍛造、切削などの加工と熱処理をして使用される機械構造用炭素鋼鋼板について規定
記号 | 化学成分 % | ||||||||
| C | Si | Mn | P | S | Cu | Ni | Cr | Ni+Cr | |
| S10C | 0.08-0.13 | 0.15-0.35 | 0.30-0.60 | ≦0.030 | ≦0.035 | ≦0.30 | ≦0.20 | ≦0.20 | ≦0.35 |
| S12C | 0.10-0.15 | 0.15-0.35 | 0.30-0.60 | ≦0.030 | ≦0.035 | ≦0.30 | ≦0.20 | ≦0.20 | ≦0.35 |
| S15C | 0.13-0.18 | 0.15-0.35 | 0.30-0.60 | ≦0.030 | ≦0.035 | ≦0.30 | ≦0.20 | ≦0.20 | ≦0.35 |
| S17C | 0.15-0.20 | 0.15-0.35 | 0.30-0.60 | ≦0.030 | ≦0.035 | ≦0.30 | ≦0.20 | ≦0.20 | ≦0.35 |
| S20C | 0.18-0.23 | 0.15-0.35 | 0.30-0.60 | ≦0.030 | ≦0.035 | ≦0.30 | ≦0.20 | ≦0.20 | ≦0.35 |
| S22C | 0.20-0.25 | 0.15-0.35 | 0.30-0.60 | ≦0.030 | ≦0.035 | ≦0.30 | ≦0.20 | ≦0.20 | ≦0.35 |
| S25C | 0.22-0.28 | 0.15-0.35 | 0.30-0.60 | ≦0.030 | ≦0.035 | ≦0.30 | ≦0.20 | ≦0.20 | ≦0.35 |
| S28C | 0.25-0.31 | 0.15-0.35 | 0.60-0.90 | ≦0.030 | ≦0.035 | ≦0.30 | ≦0.20 | ≦0.20 | ≦0.35 |
| S30C | 0.27-0.33 | 0.15-0.35 | 0.60-0.90 | ≦0.030 | ≦0.035 | ≦0.30 | ≦0.20 | ≦0.20 | ≦0.35 |
| S33C | 0.30-0.36 | 0.15-0.35 | 0.60-0.90 | ≦0.030 | ≦0.035 | ≦0.30 | ≦0.20 | ≦0.20 | ≦0.35 |
| S35C | 0.32-0.38 | 0.15-0.35 | 0.60-0.90 | ≦0.030 | ≦0.035 | ≦0.30 | ≦0.20 | ≦0.20 | ≦0.35 |
| S38C | 0.35-0.41 | 0.15-0.35 | 0.60-0.90 | ≦0.030 | ≦0.035 | ≦0.30 | ≦0.20 | ≦0.20 | ≦0.35 |
| S40C | 0.37-0.43 | 0.15-0.35 | 0.60-0.90 | ≦0.030 | ≦0.035 | ≦0.30 | ≦0.20 | ≦0.20 | ≦0.35 |
| S43C | 0.40-0.46 | 0.15-0.35 | 0.60-0.90 | ≦0.030 | ≦0.035 | ≦0.30 | ≦0.20 | ≦0.20 | ≦0.35 |
| S45C | 0.42-0.48 | 0.15-0.35 | 0.60-0.90 | ≦0.030 | ≦0.035 | ≦0.30 | ≦0.20 | ≦0.20 | ≦0.35 |
| S48C | 0.45-0.51 | 0.15-0.35 | 0.60-0.90 | ≦0.030 | ≦0.035 | ≦0.30 | ≦0.20 | ≦0.20 | ≦0.35 |
| S50C | 0.47-0.53 | 0.15-0.35 | 0.60-0.90 | ≦0.030 | ≦0.035 | ≦0.30 | ≦0.20 | ≦0.20 | ≦0.35 |
| S53C | 0.50-0.56 | 0.15-0.35 | 0.60-0.90 | ≦0.030 | ≦0.035 | ≦0.30 | ≦0.20 | ≦0.20 | ≦0.35 |
| S55C | 0.52-0.58 | 0.15-0.35 | 0.60-0.90 | ≦0.030 | ≦0.035 | ≦0.30 | ≦0.20 | ≦0.20 | ≦0.35 |
| S58C | 0.55-0.61 | 0.15-0.35 | 0.60-0.90 | ≦0.030 | ≦0.035 | ≦0.30 | ≦0.20 | ≦0.20 | ≦0.35 |
クロムモリブデン鋼鋼板(JIS G 4053)
熱間圧延によって作られたクロムモリブデン鋼鋼板について規定
| 種類の 記号 | 化学成分 % | ||||||||
| C | Si | Mn | P | S | Cu | Ni | Cr | Mo | |
| SCM440 | 0.38-0.43 | 0.15-0.35 | 0.60-0.90 | ≦0.030 | ≦0.030 | ≦0.30 | ≦0.25 | 0.90-1.20 | 0.15-0.30 |
ヨシロ機工ホームページをご覧いただきありがとうございます。
お客様のご期待に添えるよう社員一同、努力してまいる所存です。
ご質問などございましたらぜひお気軽にお問合せください。
お問い合わせ:https://www.yoshirokiko.jp/contact/
HPトップ:https://www.yoshirokiko.jp/
自社工場:https://www.yoshirokiko.jp/factory/
会社情報:https://www.yoshirokiko.jp/company/
厚板 製造寸法許容値
板厚許容差
| 幅 | |||
| 厚さ | W<1600 | 1600≦W<2000 | 2000≦W≦2438 |
| 6.00≦t<6.30 | ±0.50 | ±0.60 | ±0.60 |
| 6.30≦t<10.00 | ±0.55 | ±0.65 | ±0.65 |
| 10.00≦t<16.00 | ±0.55 | ±0.65 | ±0.65 |
| 16.00≦t<25.00 | ±0.65 | ±0.75 | ±0.75 |
| 25.00≦t<40.00 | ±0.70 | ±0.80 | ±0.80 |
| 40.00≦t<63.00 | ±0.80 | ±0.95 | ±0.95 |
| 63.00≦t<100.00 | ±0.90 | ±1.10 | ±1.10 |
| 100.00≦t≦150.00 | ±1.30 | ±1.50 | ±1.50 |
板厚許容差(建築構造用圧延鋼材)
| 幅 | |||
| 厚さ | W<1600 | 1600≦W<2000 | 2000≦W≦2438 |
| 6.00≦t<6.30 | +0.70 | +0.90 | +0.90 |
| 6.30≦t<10.00 | +0.80 | +1.00 | +1.00 |
| 10.00≦t<16.00 | +0.80 | +1.00 | +1.00 |
| 16.00≦t<25.00 | +1.00 | +1.20 | +1.20 |
| 25.00≦t<40.00 | +1.10 | +1.30 | +1.30 |
| 40.00≦t≦60.00 | +1.30 | +1.60 | +1.60 |
※マイナス側の許容差は0.3mmとする
板厚許容差(ボイラ及び圧力容器用炭素鋼鋼材)
| 幅 | |||
| 厚さ | W<1600 | 1600≦W<2000 | 2000≦W≦2438 |
| 6.00≦t<6.30 | +0.75 | +0.95 | +0.95 |
| 6.30≦t<10.00 | +0.85 | +1.05 | +1.05 |
| 10.00≦t<16.00 | +0.85 | +1.05 | +1.05 |
| 16.00≦t<25.00 | +1.05 | +1.25 | +1.25 |
| 25.00≦t<40.00 | +1.15 | +1.35 | +1.35 |
| 40.00≦t≦50.00 | +1.35 | +1.65 | +1.65 |
※マイナス側の許容差は0.25mmとする
幅の許容値
| 幅 | 厚さ | 許容値 | ||
| カットエッジ |
||||
| + | ー | |||
| 630≦w<1000 | 6.00≦t<20.0 20.0≦t | 0 +規定せず | 10 15 | 0 |
| 1000≦w<1250 | 6.00≦t<20.0 20.0≦t | 0 +規定せず | 15 15 | 0 |
| 1250≦w<1600 | 6.00≦t<20.0 20.0≦t | 0 +規定せず | 15 15 | 0 |
| 1600≦w<2438 | 6.00≦t<20.0 20.0≦t | 0 +規定せず | 20 20 | 0 |
長さの許容値
| 長さ | 許容値 (普通の切断方法) |
| 600≦ℓ<4000 | +20、0 |
| 4000≦ℓ<6000 | +30、0 |
| 6000≦ℓ<8000 | +40、0 |
| 8000≦ℓ<10000 | +50、0 |
| 10000≦ℓ≦13000 | +75、0 |
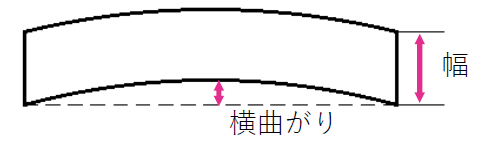
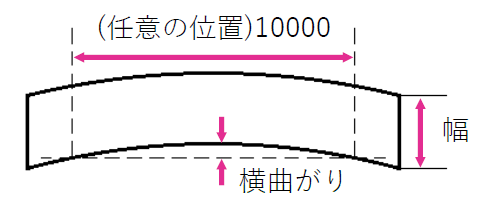
横曲がりの最大値
●許容値≦長さの0.2%
平坦度の最大値
| 幅 | ||
| 厚さ | w<2000 | 2000≦w≦2438 |
| 6.00≦t<8.00 | 13 | 21 |
| 8.00≦t<15.00 | 12 | 16 |
| 15.00≦t<25.00 | 12 | 16 |
| 25.00≦t<40.00 | 9 | 13 |
| 40.00≦t<80.00 | 8 | 11 |
| 80.00≦t<150.00 | 8 | 10 |
| t=150.00 | 10 | 15 |
※任意の長さ2000について適用。長さ2000未満の場合は全長について適用する。また、波のピッチが2000mmを超える鋼板については、波のピッチにおいて適用。ただし波のピッチが4000mmを超える鋼板については、任意の長さ4000mmについて適用する。
ヨシロ機工ホームページをご覧いただきありがとうございます。
お客様のご期待に添えるよう社員一同、努力してまいる所存です。
ご質問などございましたらぜひお気軽にお問合せください。
お問い合わせ:https://www.yoshirokiko.jp/contact/
HPトップ:https://www.yoshirokiko.jp/
自社工場:https://www.yoshirokiko.jp/factory/
会社情報:https://www.yoshirokiko.jp/company/